24小时服务热线
010-80414615
显微自动化系统
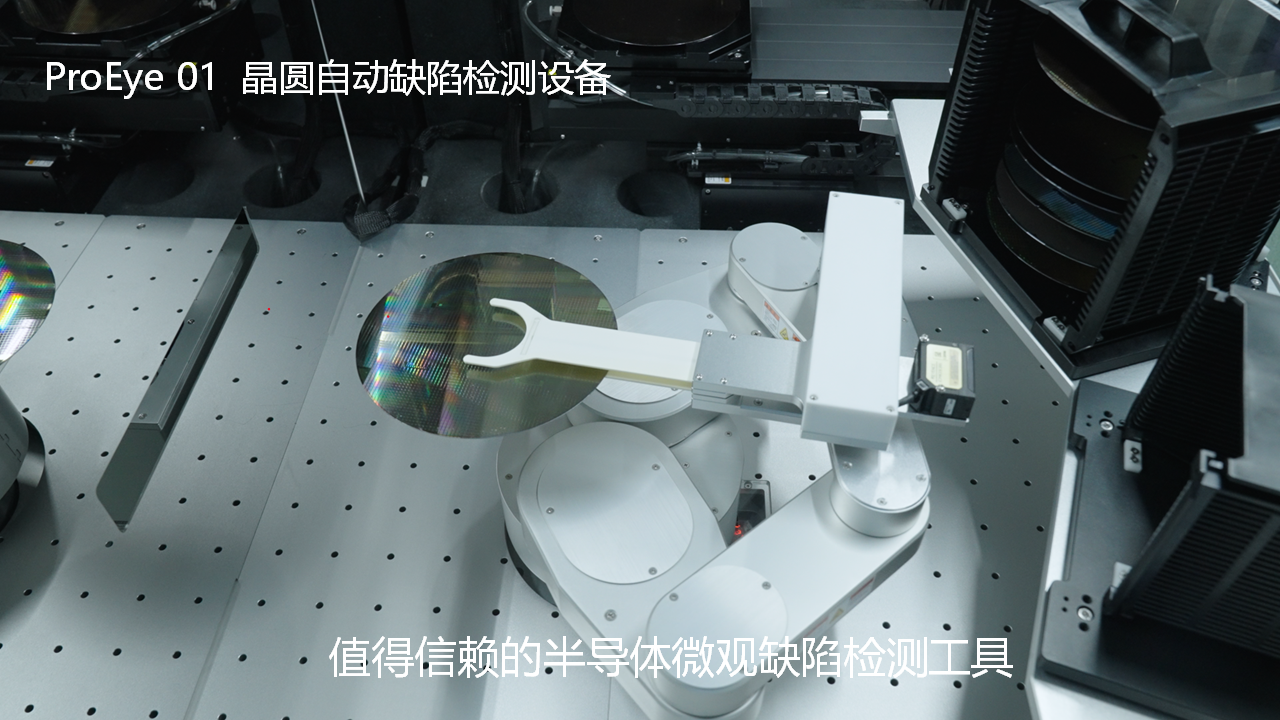
晶圆自动缺陷检测设备 ProEye01
高速摄像机产品
运动分析软件
烟气测量分析仪
工业内窥镜
图像增强器
牛津光学激光光源
高速摄像产品
工业内窥镜使用案例